РЕМОНТ АВТОМАТИЧЕСКОЙ МУФТЫ ОПЕРЕЖЕНИЯ ВПРЫСКА ТОПЛИВА.
Ремонт, обслуживание и устройство, ремонт автоматической муфты опережения впрыска топлива автомобиля КАМАЗ.
Установив топливный насос высокого давления в сборе с муфтой на стенд для проверки и регулировки ТНВД, фиксируют муфту 1 (рис. 6.7, а) от проворачивания ключом 3, вставляют в паз гайки 2 ключ-отвертку 4 и отвертывают гайку 2 крепления муфты на кулачковом валу ТНВД.

Рис. 6.7. Использование приспособления И-801.16.000:
а — при отвертывании гайки крепления муфты опережения впрыска топлива; б — при снятии муфты
Затем устанавливают в муфту съемник 5 (рис. 6.7, б) и спрессовывают муфту с кулачкового вала ТНВД. Отвернув винты 17 (рис. 6.8) с шайбами 18, сливают масло из корпуса муфты.

Рис. 6.8. Автоматическая муфта опережения впрыска топлива:
1 — полумуфга ведущая; 2. 4 — манжеты; 3 — втулка ведущей полумуфты; 5 — корпус; 6 — прокладки регулировочные; 7 — стакан пружины; 8 — пружина; 9, 15, 18 — шайбы; 10 — кольцо упорное; 11 — груз с пальцем; 12 — проставка с осью; 13 — полу муфта ведомая; 14 — кольцо уплотнительное; 16 — ось грузов; 17 — винт; 18 — шайба
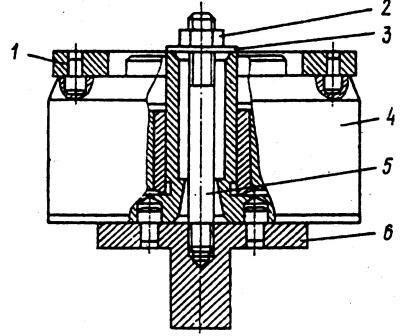
Рис. 6.9. Разборка муфты:
1 — ключ; 2 — гайка; 3 — шайба; 4 — муфта; 5 — шпилька; 6 — подставка
Корпус муфты устанавливают на подставку 6 (рис. 6.9), зажатую в тисках, заворачивают в подставку шпильку 5, шайбу 3 закрепляют гайкой 2. Расчеканив ведомую полумуфту в двух местах ключом 1, отворачивают корпус муфты в сборе с манжетой и пружиной. Расчеканку необходимо производить так, чтобы сохранить опорный уплотняющий торец ведомой полумуфты.
Сняв уплотнительное кольцо 14 (см. рис. 6.8) корпуса 5 муфты с ведомой полумуфты 13, снимают ведущую полумуфту 1 в сборе с втулкой 3 и манжетой 2 со ступицы ведомой полумуфты 13. Далее с пальцев грузов 11 снимают проставки 12, а с осей 16 грузов ведомой полумуфты — грузы 11 муфты и шайбы 15. Грузы муфты разукомплектованию не подлежат, поэтому необходимо сохранить спаренность грузов для последующей установки. Ведомую полумуфту 13 в сборе снимают с приспособления.
Из грузов вынимают стаканы 7 пружины, регулировочные прокладки 6, пружины 8, шайбы 9 и упорные кольца 10. Из корпуса 5 муфты с помощью оправки выпрессовывают манжету 4 в сборе с пружиной. Из ведущей полумуфты 1 вынимают манжету 2 в сборе с пружиной и выпрессовывают втулку 3.
Детали автоматической муфты моют, обдувают сжатым воздухом и дефектуют. Изношенные детали меняют на новые.
Детали ведущей полумуфты бракуют при значении диаметров: боковой поверхности пальца — менее 17,9 мм; отверстия в проставке под палец ведущей полумуфты — более 18,1 мм; внутреннего диаметра втулки — более 28,05 мм; наружного (сопрягаемого) диаметра втулки и менее 45,027 мм.
Ведомую полумуфту бракуют при наличии рисок, задиров на рабочих поверхностях осей грузов и конусной поверхности, трещин на ведомой полумуфте, сколов или срезов шпоночного паза, а также при износе: поверхности оси груза — до диаметра более 19,98 мм; шпоночного паза — до ширины более 4,1 мм.
Груз в сборе бракуют при наличии цветов побежалости на поверхности груза, при увеличении радиуса образующей поверхности груза по сравнению с шаблонным R = 34,1 мм, а также при значениях диаметров: наружной поверхности пальца груза — менее 13,974 мм; отверстия груза под ось груза — более 20,1 мм; внутренней поверхности проставки, сопряженной с пальцем груза, — более 14,07 мм.
Установив ведомую полумуфту 1 (см. рис. 6.8) на приспособление для разборки-сборки, смазывают трущиеся детали муфты моторным маслом М 10Г2К. На оси ведомой полумуфты устанавливают шайбы 15 и грузы 11 муфты в сборе. Грузы используют одной группы ( по статическому моменту), они должны свободно вращаться на своих осях; заедания и местные прихватывания не допускаются. Далее проверяют зазор в сопряжении груза 11 муфты с осью, который не должен превышать 0,24 мм.
Проставки 12 устанавливают на пальцы грузов. Они должны свободно вращаться на пальцах, без заеданий и местных прихватываний.
Втулку 3 запрессовывают в ведущую полумуфту, после чего запрессовывают манжету 2 в сборе с пружиной в отверстие полумуфты и устанавливают в регулировочный стакан 7 прокладки 6, пружины 8 и шайбы 9. В направляющие отверстия грузов с помощью съемника для стопорных колец вставляют стопорные кольца 10. Ведущую полумуфту в сборе устанавливают на ступицу ведомой полумуфты.
Стаканы 7 располагают в направляющих отверстиях грузов. Они должны перемещаться в отверстиях свободно, без заеданий. Зазор между проставкой 12 и профильной поверхностью грузов необходимо проверить и при необходимости отрегулировать. Он должен быть не более 0,15 мм. При сведенных до упора поворотом ведущей полумуфты грузах один из зазоров должен быть не более 0,1 мм, другой — равен нулю (зазоры регулируются подбором проставок).
Манжету 4 в сборе с пружиной запрессовывают в корпус 5 муфты, причем корпус муфты должен быть заподлицо с внутренней торцевой поверхностью манжеты. В выточку ведомой полумуфты 13 устанавливают уплотнительное кольцо 14, навертывают на ведомую полумуфту в сборе корпус 5 муфты и затягивают его. Перед установкой корпуса необходимо обеспечить равные зазоры между корпусом и стаканами пружин при сведенных до упора грузах. Разность зазоров должна быть не более 0,2 мм. Момент затяжки корпуса муфты 250 ... 280 Н*м (25... 28 кгс*м).
Автоматическую муфту опережения впрыска топлива в сборе снимают с подставки, заливают в нее масло МЮГ2к, применяемое для двигателя, до появления его в другом отверстии, после чего завертывают винты 17 с шайбами 18.
Установив муфту в сборе на конус кулачкового вала ТНВД и совместив прорезь в муфте со шпонкой на валу ТНВД, завертывают гайку крепления муфты [момент затяжки 100... 120 Н*м (10...12кгс*м)].
ТНВД в сборе с автоматической муфтой опережения впрыска топлива устанавливают на стенд, где проверяют характеристики муфты и при необходимости регулируют углы разворота.
Характеристики автоматической муфты опережения впрыска топлива двигателя КамАЗ-740 должны соответствовать значениям, приведенным ниже.
Частота вращения кулачкового вала ТНВД, мин -1
1300 +-10
900 +-10
600 +-10
Угол разворота ведущей полумуфты относительно ведомой, град.
4,5 +-0,5
3,0 +-0,5
1,0 +-0,5
При несоответствии характеристики муфты указанным значениям углы разворота муфты регулируют прокладками 6, устанавливаемыми одновременно равной толщины под каждую пружину 8. Увеличение суммарной толщины прокладок уменьшает угол разворота муфты.
После регулировки подтягивают корпус муфты [момент затяжки 250...280 Н*м (25...28 кгс*м)] и зачека-нивают ведомую полумуфту в двух местах.
Ремонт, обслуживание и устройство, ремонт автоматической муфты опережения впрыска топлива автомобиля КАМАЗ.