РАЗБОРКА, РЕМОНТ И СБОРКА КОЛЕНЧАТОГО ВАЛА.
Ремонт, обслуживание и устройство, коленчатого вала автомобиля КАМАЗ.
Для разборки коленчатый вал устанавливают на стенд. Разогнув усики замковых шайб 40 (см. рис. 5.12), отвертывают и снимают болты 41 с шайбами, после чего снимают шайбу 42 носка коленчатого вала.
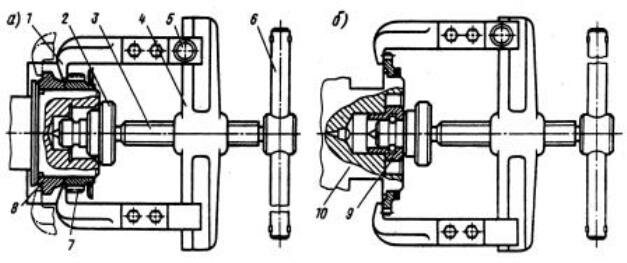
Рис. 5.16. Снятие съемником И-801.01.000 шестерни заднего противовеса коленчатого вала (а), шестерни и переднего противовеса коленчатого вала (б):
1 — захват; 2. 9 — наконечники; 3 — винт; 4 — траверса; 5 — стопор; 6 — рукоятка; 7 — шестерня; 8 - задний противовес; 10 — коленчатый вал
С шейки заднего конца коленчатого вала с помощью съемника И-801.01.ООО (рис. 5.16) спрессовывают задний противовес 11 (см. рис. 5.12) вместе с распределительной шестерней 13 и маслоотражателем 14, а с шейки переднего конца коленчатого вала — передний противовес 2 ведущей шестерней 3 привода маслянго насоса.
Из шеек переднего и заднего кoнцов коленчатого вала выпрессовывают сегментные шпонки 6 и 10. Для выпресовки из отверстий шатунных шеек заглушки 9 в нее устанавливают оправку с шипом и пробивают отверстие в донышке, одновременно осадив заглуш вниз на 4...5 мм, затем захватывают заглушку через отверстие крючком и выбивают.
Из масляного канала переднего конца коленчатого вала вывертывают ввертыш 4. Из гнезда заднего конца коленчатого вала с помощью съемника выпрессовывают подшипник. При необходимости замены установочных штифтов их также выпрессовывают с распределительной шестерни 13 спресовывают маслоотражатель 14 и снимают коленчатый вал со стенда.
Коленчатый вал и снятые детали моют и дефектуют.
Коленчатый вал бракуют при наличии обломов, трещин на шейках, торце крепления маховика и поверхности под манжету, при радиальном биении средней коренной шейки относительно общей оси крайних шеек более 0,05 мм, длине шатунных шеек более 67,42 мм, а также при износе: шейки под заднюю манжету — до диаметра менее 104,0 мм; коренных шеек — до диаметра менее 92,989 мм; шатунных шеек — до диаметра менее 77,99 мм; торцов пятой коренной шейки под упорный подшипник — до размера более 36,58 мм; отверстия под подшипник первичного вала коробки передач — до диаметра более 52,02 мм; шейки под передни противовес и шестерню привода масляного насоса — до диаметра менее 52,02 мм; шейки под задний противовес и распределительную шестерню — до диаметра менее 105,045 мм; шпоночного паза под передний противовес и шестерню масляного насоса — о ширины более 6,01 мм; шпоночного паза под задний противовес и шестерню распределительную — до ширины более 8,01 мм.
При износе коренных и шатунных шеек по наружному диаметру менее предельного их восстанавливают под ремонтные размеры (табл. 5.1). Этим же способом устраняют и радиальное биение средней коренной шейки относительно общей оси крайних шеек, добиваясь биения не более 0,05 мм.
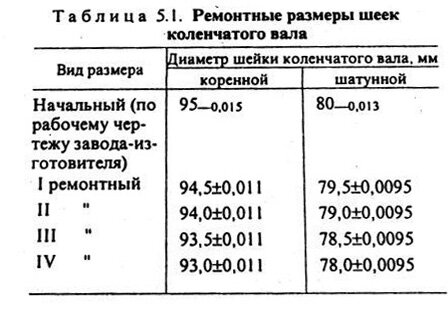
Таблица 5.1. Ремонтные размеры шеек коленчатого вала
При износе торцов пятой коренной шейки под упорный подшипник до размера более 36,28 мм проводят обработку под ремонтный размер 36,5+ 0,05 мм.
Противовесы коленчатого вала (передний и задний) бракуют при наличии обломов, а также при износе отверстия под коленчатый вал до диаметра более 125,03 мм у переднего противовеса и более 105,70 мм — у заднего, ширине шпоночного паза более 6,08 мм у переднего противовеса и 8,11 — у заднего.
Распределительную шестерню коленчатого вала бракуют при наличии обломов, выкрашивании на рабочих поверхностях зубьев, а также при износе: зубьев по толщине — до размера менее 4,35 мм; отверстия под коленчатый вал — до диаметра более 105,07 мм; шпоночного паза — до размера более 8,11 мм.
Полумуфту отбора мощности бракуют при наличии трещин или обломов, а также при износе посадочной поверхности до диаметра более 89,9 мм и шлицев по толщине (если боковой зазор в сопряжении с новым валом привода гидромуфты, измеренный щупом, превышает 0,25 мм).
После восстановления коленчатый вал устанавливают на стенд для сборки, продувают внутренние каналы и полости сжатым воздухом. Винт-заглушку 9 (см. рис. 1.2) ввертывают в масляный канал переднего конца коленчатого вала [момент затяжки 50... 60 Н*м (5...6 кгс*м)]. Расстояние от конца вала до ввертыша должно быть не менее 56,5 мм.
В гнездо заднего конца коленчатого вала запрессовывают подшипник. В отверстие переднего конца коленчатого вала запрессовывают штифт (если он был снят). Выступание штифта от торца переднего конца коленчатого вала составляет 7 мм. В пазы переднего и заднего концов коленчатого вала запрессовывают сегментные шпонки 6 и 10 (см. рис. 5.12).
Маслоотражатель 14 напрессовывают на распределительную шестерню 13 коленчатого вала до упора в торец шестерни. Напрессовку шестерни 3 привода масляного насоса и переднего противовеса 2 на шейку переднего конца коленчатого вала, а также распределительной шестерни 13 в сборе с маслоотражателем и заднего противовеса 11 на шейку заднего конца коленчатого вала производят с предварительным нагревом напрессовываемых деталей в масле до 105 °С. Напрессовку ведут до упора в торец вала, совместив пазы в шестернях и противовесах с сегментными шпонками.
В отверстия заднего конца коленчатого вала запрессовывают установочные штифты (если они были сняты). Выступание штифтов от торца заднего конца коленчатого вала должно быть 10 мм. В отверстия шатунных шеек запрессовывают на глубину 0,5 мм заглушки 9 и развальцовывают их.
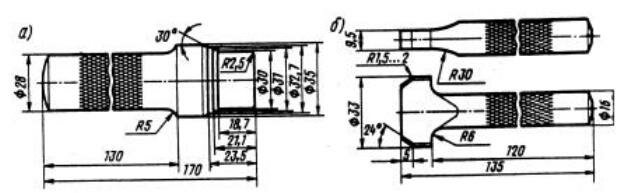
Рис. 5.17. Оправки для установки заглушек в шатунных шейках коленчатого вала: а — для запрессовки; б — для развальцовки
Для выполнения этих операций используют оправки (рис. 5.17). При установке втулок 8 (см. рис. 1.2) их необходимо ориентировать так, как показано на рисунке.
Герметичность заглушек коленчатого вала проверяют с помощью расходомера. Закрепив хомут, обеспечивающий герметичность коренной шейки коленчатого вала, устанавливают на проверяемой шатунной шейке прижим с воздушным шлангом и поворотом крана управления открывают доступ сжатого воздуха к проверяемой шатунной шейке. При давлении сжатого воздуха 0,6 МПа (6 кгс/см2) утечка должна быть не более 15 см /мин. Проверку повторяют три раза.
Установив на коленчатый вал полумуфту 39 (см. рис. 5.12) отбора мощности, надевают на болты 41 замковые шайбы 40, завертывают болты [момент затяжки 35 ... 45 Н*м (3,5... 4,5 кгс*м) и отгибают усы замковых шайб на грани головок болтов. Установив на коленчатый вал шайбу 42 носка коленчатого вала, надевают на болты замковые шайбы, завертывают болты и отгибают усы замковых шайб на грани головок болтов. Коленчатый вал в сборе снимают со стенда.
Ремонт, обслуживание и устройство, коленчатого вала автомобиля КАМАЗ.